
TM 55-1730-229-34
A 320A0-MME-000
TO 35 C2-3-473-2
TM 1730-34/1
(2) Repair rub damage in inlet
flange as follows:
(a) Hand abrade to clean up
area.
Use solvent in a well-ventilated
area. Avoid excessive skin con-
tact or prolonged inhalation of
vapor. Do not use near open flame
or in area where high temperatures
prevail.
Compressed air shall be regulated
between 5 and 15 psig.
(b) Clean turbine housing scroll
using solvent P-D-680, Type II or equiv-
alent. Dry with clean, lint-free cloth
or filtered, low pressure compressed
air.
(c) puddle weld to fill rub area
by fusion arc weld using Hastelloy X
filler rod (AMS5798) with gas backup.
(d) Hand finish to blend weld to
flange surface.
(e) perform fluorescent pene-
trant inspection.
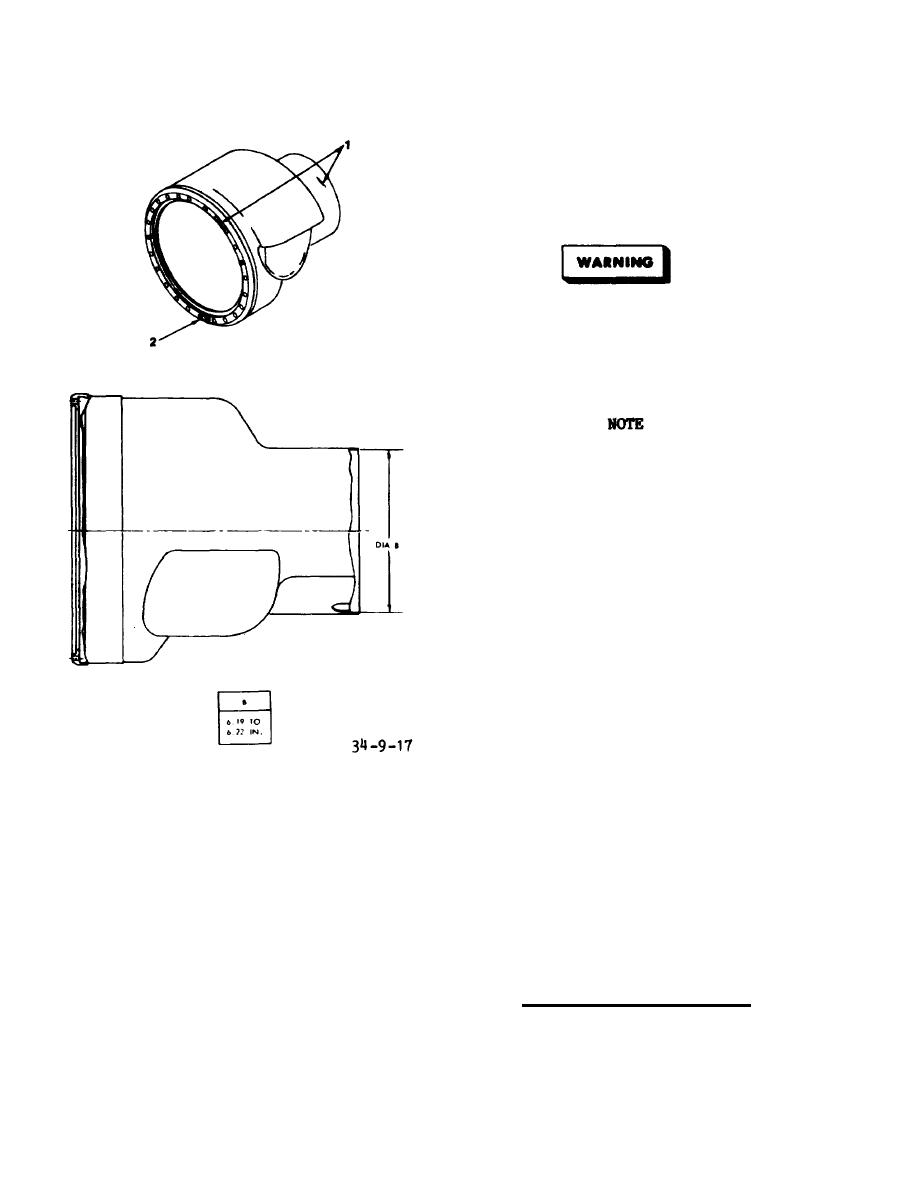
Figure 9-17. Repair of Turbine
Housing Scroll
(3) Straighten and correct diam-
eter B out of roundness as follows:
(a) Cold straight diameter B to
(d) Fusion arc weld cracks using
correct out of roundness to within 0.030
Hastelloy X filler rod (AFS4798) with
Use care to prevent metal thin-
inch.
gas backup.
ning.
(b) Perform fluorescent penetrant
(e) Hand finish to blend weld to
inspection.
existing surface.
(See
i. Repair Turbine Nozzle.
(f) perform fluorescent pene-
figure 9-10, item 19.)
trant inspection of weld area.
9-34
